

Home Brew CNC Lathe
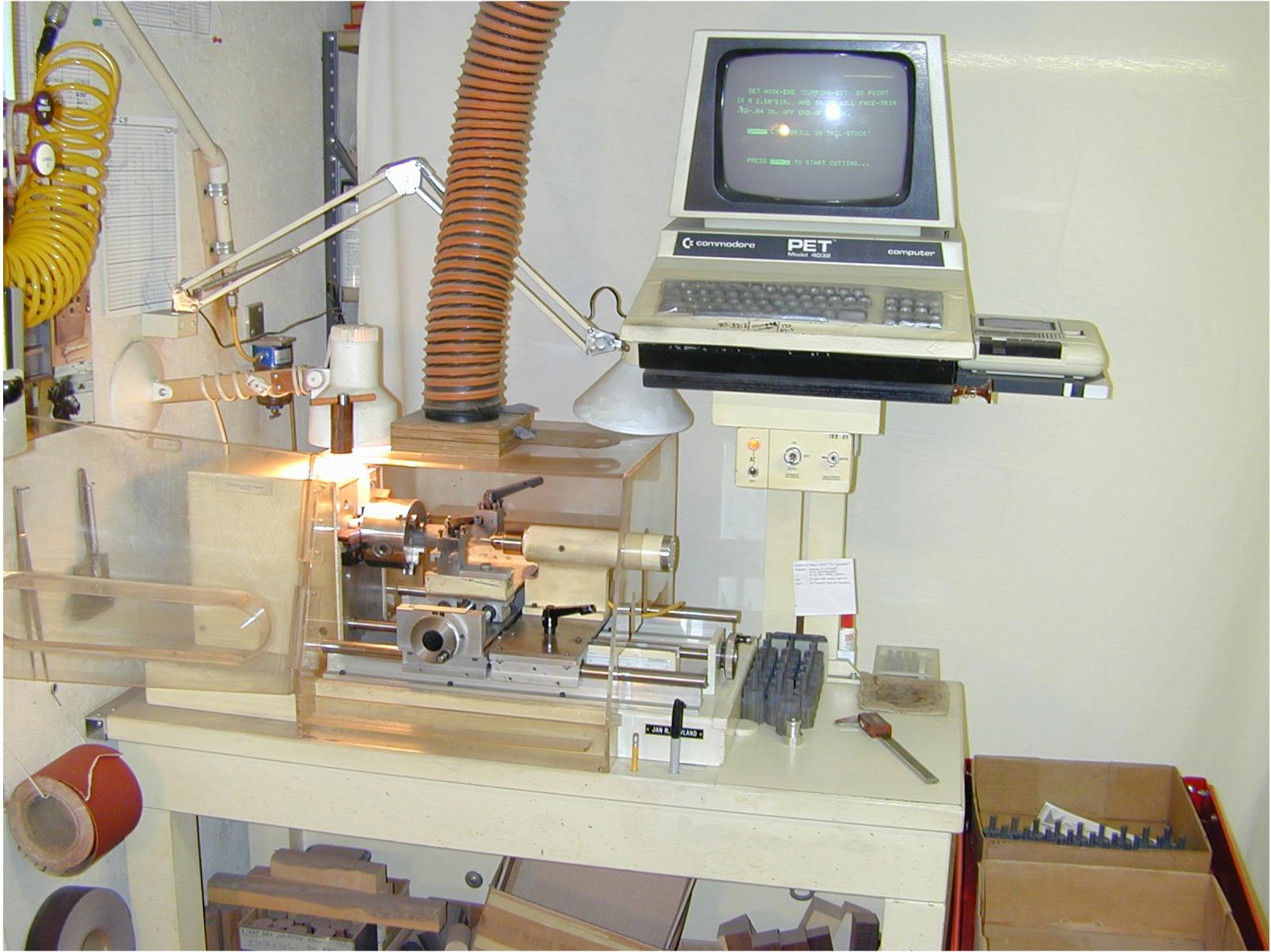
Way back in '76, I had gotten myself my first "personal computer," a Commodore "PET." Long story, I soon got a "better one," leaving that old first one for use with my first attempt at building a machine-tool run by computer. I amazed myself as much as any bystanders, as it worked, and amazingly well, thank you! That machine was still earning a living in a pipeorgan shop when I last saw it in '84, when I found myself unemployed.
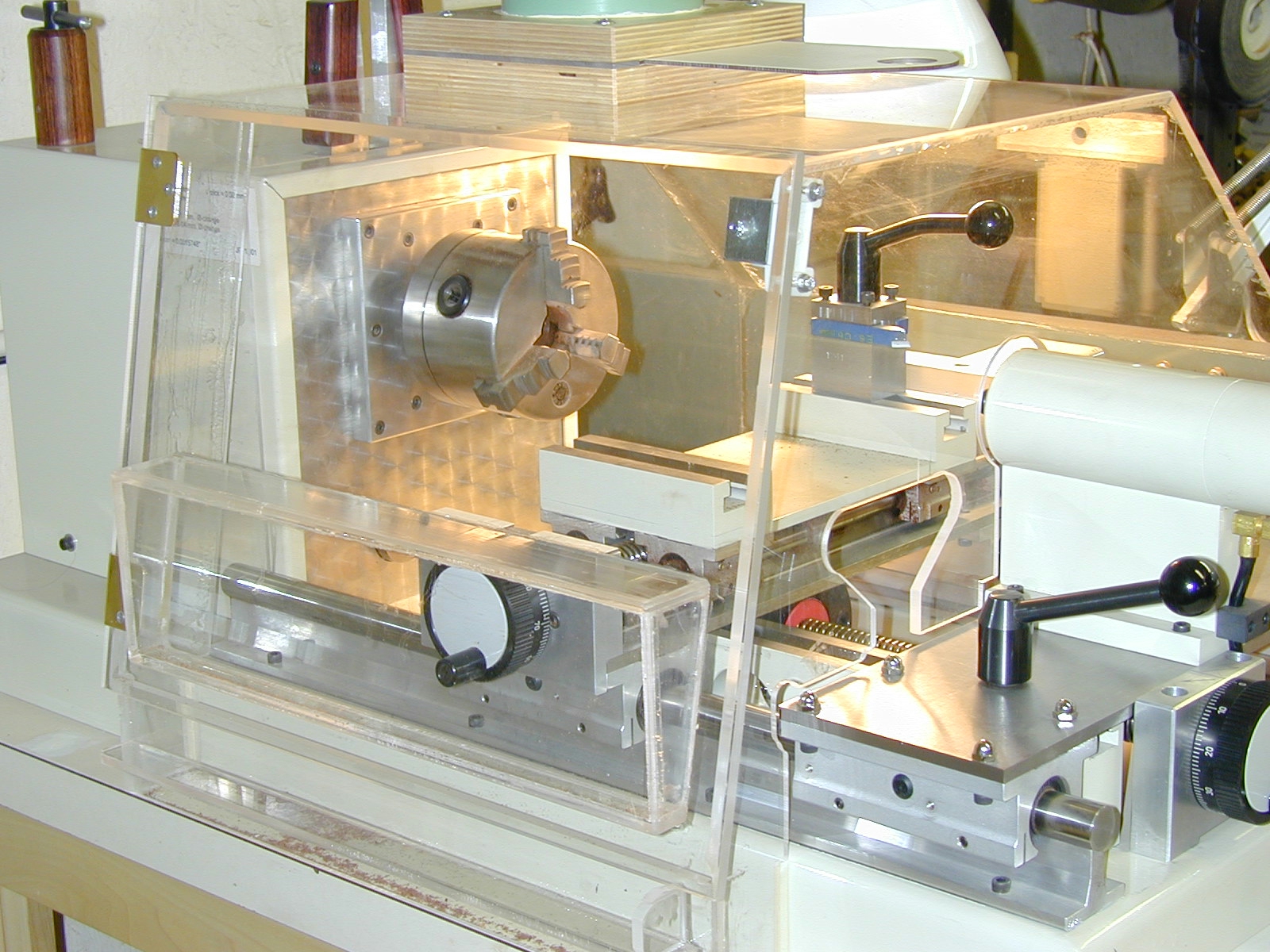
To keep out of trouble with authorities, I began building lathe #2 in '84, and I added a second tool-post to the rear of the carriage in that design, so two differently shaped bits could be brought into action with the same setup. That rear tool-bit is "upside-down" so it cuts the same as the "normal" one on the front, only the backside of the workpiece is moving "up," rather than "down," as it is on the front. The CNC machine is more like a "metal-turning lathe" in that regard: It has fixed tooling, no skews and gouges resting on a tool-rest like "woodturning" is done. And a computer controls where that bit moves about on the spinning workpiece, exactly like a CNC lathe in a machine-parts factory behaves.
 click on either picture for larger view
click on either picture for larger view
The bases of these machines are brake-formed of 0.175" mild steel plate,
and the corner-joints are then MIG-welded, with 3/16x1½ angle-iron stiffeners
welded across, underneath, at locations where the threaded hardware from the
machine-parts above ultimately pass. This produces a "casting"
which is very
stiff, yet acceptably light in weight.
This #2 made 23,000 knobs by '99, and I had by then become infamous in the organ building trade, as I (well, my old PET!) was doing nicer work, faster, for less money per-piece, than the "nearest" competition. And, about that time, the main spindle bearings in ol' #2 began to make untoward sounds as if the end of its life were near. Realizing a sudden shutdown due to exploding bearings would be a) unpleasant, and b) costly to repair in terms of schedule AND money, I decided to try to build a "backup" lathe as fast as possible, hopefully before #2 died.
An Ohio organbuilder who had thoughts of expansion into other relevant areas of our trade decided he wanted one exactly like I had envisioned, so I built two identical machines at the same time. He found two excellent-condition Tandy 1500HD laptops which did prove ideal to operate this machine. I think the one on my machine is visible in one of the photos I sent. Its keyboard is covered with PVC film and Scotch tape, to keep the atrocious dust out of the keyboard, which, if you've never tried it, will cause imminent self-destruction of the computer AND user thereof in short order! Making two, same design, also works amazing economies on the production of each!
For precision linear movements, the infamous Thomson Products, linear ball-bearings and hardened round shaft-ways, are wonderfully-useful, as they make precision and nearly friction-free moves possible to the machine-cobbler with nothing more precision than a decent drill-press. For lead-screws and anti-backlash "preloaded" nuts, the source is right out there in San Jose: Ball Screws & Actuators, Inc. I used 4 mm/turn, 20 mm. OD ACME screws with preloaded Turcite nuts (a fiberglass-filled Teflon kinda plastic stuff which is amazing in function and price!). "Ball screws" have the advantage of much lower friction when all else is "right," but for a dusty woodworking operation, the ball screw is a definite NO-NO!
Stepper-motors to turn these lead-screws are the new KML092 motors from Superior Electric. These are bipolar "4-wire" motors, and have about TWICE the torque of their like-sized predecessors, the unipolar "L/R" configured design. But they require a "bipolar chopper drive" which is a bit excessive for home-brew, so I counsel to use the Superior Electric SS2000DP-4 FF "electronics." That unit contains a power supply adequate for both motors, and two "chopper drives" in the one "black box."
Only a very simple buffer/inverter is needed between the computer's printer-port and the inputs to this chopper-drive. I use the computer to control the spindle-motor on/off, and the pneumatically actuated tailstock's DC valve as well, and a very simple part of that same buffer is used to control those, using a healthy SSR to switch the spindle-motor (1/2 HP. 3-ph.)
{kind=link}
{kind=link}